
- 网站首页 Home
- 鸭脖电竞加工 Product
- 业务中心 Product
- 案例赏析 Case
-
关于我们 About
成都格恩特科技有限公司
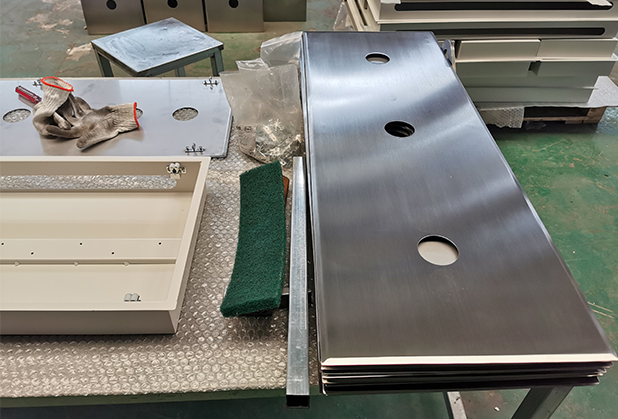
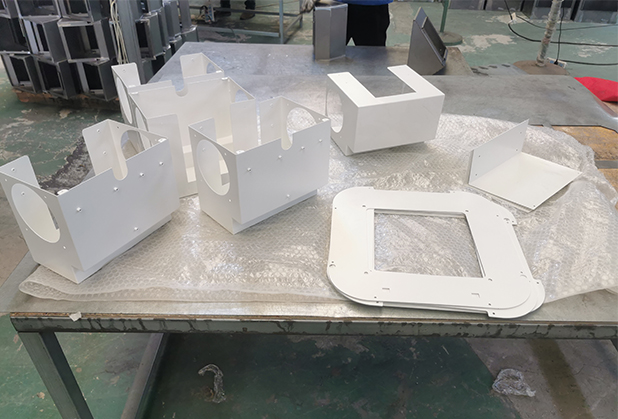
成都格恩特科技有限公司位于美丽富饶的天府之国成都市,环境幽雅,交通变利。是一家具有多年鸭脖电竞加工制造、产品设计制作经验的拓展型企业;专业制作各种机箱机柜,不锈钢工作台、水池、货架、衣鞋柜、存放柜等,研发和制造与销售非标高精密不锈钢制品与有色金属鸭脖电竞以及非标机电设备以及机械零件精密加工。公司集鸭脖电竞加工、开发、生产、销售、代加工于一体,拥有激光切割机、数控冲床、数控折弯机、大吨位高精度冲床和其它鸭脖电竞加工的…
了解更多181-9098-8788为您推荐 - 新闻资讯 News
- 联系我们 Contact






















 当前位置:
当前位置:





